![]()
![]()
连接器线束焊接工艺是电子设备制造中连接导线的核心环节,直接关系到产品性能和稳定性。工艺实施前需明确线材规格、焊点位置及连接要求,根据设计图纸确认每根导线的长度、颜色与接口类型。所有材料需提前备齐,包括焊锡丝、助焊剂、热缩管、剥线钳、恒温焊台等工具。
剥线是第一步,用剥线钳去掉导线两端绝缘层,长度根据焊点大小调整,通常控制在3-5毫米。露出金属导体后检查是否损伤,若有断股或切口不平整需重新处理。
剥线示意图

绞线示意图
2、焊接温度需严格把控,焊台设定在350℃±10℃范围。过高温度会导致焊点发黑脆化,过低则无法形成有效合金层。烙铁头接触焊杯与导线的角度保持45度,先加热焊杯,待焊锡熔化后送入导线,确保金属充分浸润。焊点呈现光滑圆锥形为合格,避免出现虚焊、冷焊或锡尖。
3、多股导线焊接时需注意绞合方向,焊前用镊子将散开的铜丝顺时针拧紧,防止焊接过程中铜丝外扩造成短路。焊接完成后用放大镜检查焊点质量,重点观察是否有锡裂、气孔或未完全包裹的情况。使用万用表进行导通测试,确认电阻值在允许范围内。
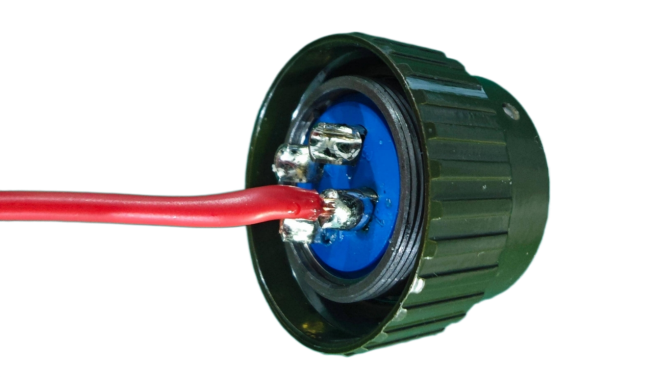
焊接示意图
热缩管防护环节需在焊点冷却后进行,选择直径匹配的热缩管套住焊接部位,用热风枪均匀加热至完全收缩。热缩管两端应覆盖导线绝缘层至少2毫米,形成双重保护。对于高电压或大电流线路,可增加硅胶套管或绝缘胶带强化防护。
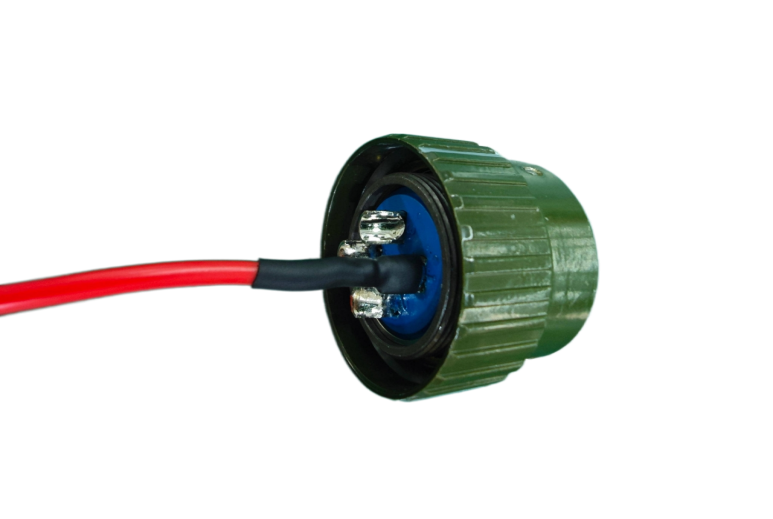
热缩管示意图
5、工艺难点在于微型线束的处理,例如耳机线或医疗设备内部线路,线径小于0.1毫米时需要借助显微镜操作。此类焊接需改用尖头烙铁,温度下调至300℃左右,焊锡量精确控制,必要时采用点胶工艺固定线材。防静电措施必须到位,操作台铺设防静电台垫,人员佩戴接地手环。
6、常见问题处理方案:若发现焊点脱落,检查是否为助焊剂残留导致浸润不良,可用酒精清洗后重新焊接;遇到线材与焊杯不粘锡的情况,考虑焊杯氧化或线材镀层问题,使用镀金焊杯或更换镀锡铜线;电磁干扰异常时,检查屏蔽层焊接是否完整,接地线是否可靠连接。
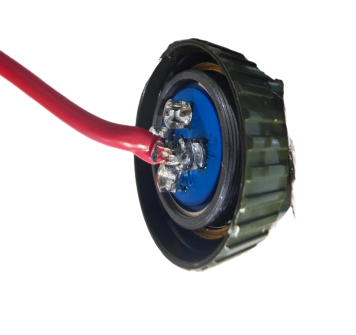
线皮烫伤 焊锡过多 芯线裸露过多
7、工艺改进方向包括采用自动焊线机提升一致性,定期对操作人员进行焊接手法考核,每季度更新作业指导书,收集产线反馈优化工艺参数。
8、环境保护方面,工作区域配备排烟装置,降低有害气体吸入风险。选择无铅焊锡符合RoHS标准,高温作业区设置明显警示标识,配备急救箱应对烫伤等突发情况。
9、该工艺的可靠性直接影响产品生命周期,某新能源汽车企业曾因线束焊接不良导致电池管理系统失效。事后分析发现操作人员未按规程进行浸润检查,焊锡量不足引发虚焊。该案例警示必须建立双人复核机制,关键工序设置防错装置。
有更多疑问,欢迎访问卓美成工业技术(武汉)有限公司官网。

定义新的空间的安全秩序:PF系列吊塔的
近日南海的新闻引人深思:在任何需要秩序与安全的领域,清晰的规则与坚定的守护,都是和平与...(195)人阅读时间:2025-11-03
卓美成工业|连接器线束焊接注意事项全
连接器线束焊接工艺是电子设备制造中连接导线的核心环节,直接关系到产品性能和稳定性。工...(144)人阅读时间:2025-10-31
从穿孔带到智能工厂:CNC数控加工的发展
在现代制造业的每一个角落,我们几乎都能找到CNC(计算机数字控制)技术的身影。从翱翔天空的...(117)人阅读时间:2025-10-31
【喜讯】开鸿环保荣获2025年度湖北省科学
近日,2025年度湖北省科学技术奖复评结果正式揭晓,经过多轮严格评审,上海开鸿环保科技有限公...(181)人阅读时间:2025-10-31
东莞俪鑫液压:金属屑压块机密度计算
金属屑压块后,铁饼的密度是测量一台压块设备是否及格的硬性指标,那怎么计算铁饼的密度呢...(68)人阅读时间:2025-10-30